Les planeuses de précision suppriment beaucoup mieux les courbures de bobine et les bombements que les machine à dresser ou à aplatir. Les planeuses correctrices de précision peuvent également éliminer les défauts de forme des bobines que les simples machines à aplatir ne peuvent pas supprimer.
Comprendre la différence entre une planeuse correctrice et une machine à dresser est essentiel pour spécifier quel type d'équipement est nécessaire pour un travail spécifique. Une machine à dresser ne corrigera que les courbures de bobine et les bombements car elle ne possède pas de rouleaux d'appui réglables. Les bobines qui ont déjà été aplanies et ne conserve que la mémoire d'avoir été enroulées (courbure de bobine) peuvent être corrigées en utilisant une machine à dresser et en ajustant l'inclinaison de la tête en fonction de l'épaisseur du matériau. Les bobines qui ont d'autres défauts comme une ondulation du bord ou une ondulation centrale nécessitent l'utilisation d'une planeuse correctrice pour obtenir un matériau plat à partir de ces états initiaux de la bobine. Une planeuse correctrice possède des rouleaux d'appui réglables électriquement qui vous permettent de travailler le matériau dans des régions spécifiques et d'aplatir ainsi la bande. Une bobine qui possède une ondulation du bord oblige à travailler et étirer le centre de la bande afin d'avoir la même longueur de matière que les bords extérieurs. Dans le cas d'ondulation du centre il faut faire l'inverse. Le centre du matériau est plus long que les bords. Il faut donc travailler les bords du matériau afin qu'ils soient de la même longueur que le centre et obtenir ainsi un matériau plat à la sortie de la planeuse correctrice.
Outre la courbure de bobine et le bombement, une planeuse correctrice de précision peut corriger les bords ondulés, les ondulations du centre et les bandes de bobine vrillées.
 |
 |
 |
 |
| Ondulation centrale |
Bombement |
Courbure de bobine |
Ondulation du bord |
Quelle est la différence entre une planeuse correctrice de précision, une machine à dresser les bobines et une machine à dresser les bobines de précision ?
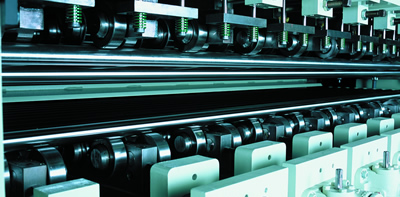
Les planeuses à rouleaux correctrices de précision B&K utilisent une série de rouleaux de planage relativement petits peu espacés qui incorporent des appuis à rouleaux pour éviter la déflexion. Cette disposition permet au matériau d'être travaillé au-delà de la limite d'élasticité pour supprimer les contraintes résiduelles du matériau. Cela permet d'obtenir un matériau plus stable afin que les tôles plates restent plates. Les planeuses à rouleaux correctrices de précision possèdent également des rouleaux d'appuis réglables utilisés pour fléchir ou incurver délibérément les rouleaux de travails de petit diamètre afin de supprimer les défauts de forme comme les bords ondulés ou les ondulations centrales. Les machines à dresser les bobines travaillent le matériau à environ 20 à 30 pour cent de son fléchissement permanent et sont seulement capables de supprimer la courbure de bobine. Les machines à dresser les bobines de précision travaillent le matériau à environ 80 pour cent de son fléchissement permanent. La plupart des machines à dresser de précision peuvent supprimer la courbure de bobine et le bombement.
Les appuis à rouleaux sont plusieurs ensembles de rouleaux étroits espacés régulièrement le long de la surface du rouleau de travail.
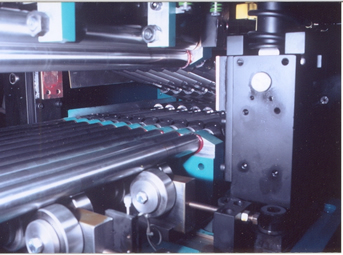
Pour corriger le matériau, des rangées de rouleaux d'appui réglables sont utilisées pour fléchir ou incurver les rouleaux de travail de petit diamètre de la planeuse. Ces rouleaux d'appui sont réglables pour contrôler la déflexion des rouleaux de travail et déterminer où et comment le matériau est travaillé. Lorsque le matériel passe à travers la tête de la planeuse, la zone des rouleaux de travail qui est fléchie étire les fibres du matériau. En courbant sélectivement les rouleaux de travail et en étirant le matériau qui est serré, on élimine les zones défectueuses. (Bords ondulés ou ondulations centrales)
Les réglages contrôlés par un écran tactile de tous les paramètres opérateur normalement nécessaires comme le positionnement des rangées de rouleaux d'appui, la profondeur du rouleau de travail et l'angle d'engagement sont standard. Un écran d'aide a été intégré pour fournir à l'opérateur un réglage de référence de base basé sur l'état de surface du matériau reçu.
 |
 |
| Bidon d'huile |
Ondulation du bord |
La gamme d'épaisseur et la limite d'élasticité des matériaux déterminent le diamètre des rouleaux de travail de la planeuse à rouleaux. Le groupe ingénierie de B&K peut vous aider à déterminer la planeuse correctrice de précision appropriée. Pour parler avec un ingénieur application appelez le 001 800 247-2645.
Les planeuses correctrice de précision B&K peuvent être installées dans une nouvelle ligne d'alimentation de presse ou adaptées dans un système d'alimentation de presse existant pour maîtriser précisement la planéité de vos pièces finies.
Une planeuse qui possèdent plusieurs jeux de rouleaux d'appui espacés régulièrement le long de la surface du rouleau de travail est considérée comme une planeuse correctrice de précision 4-HI. Généralement une planeuse correctrice de précision 4-HI est utilisée lorsque le fini de surface du matériau n'est pas crucial.
Au fil du temps, les rouleaux d'appui peuvent produire une marque sur les rouleaux de travail qui peut être transférée sur la surface du matériau. Pour éviter ceci, un autre jeu de rouleaux intermédiaires pleine largeur est placé entre les rouleaux de travail supérieurs et les rangées de rouleaux d'appui dans la 5-High. Dans la configuration de la planeuse 6-High, un jeu de rouleaux intermédiaires pleine largeur est placé entre les rouleaux de travail et les rangées de rouleaux d'appui dans les parties supérieures et inférieures. Ces rouleaux aident à répartir la pression des rouleaux d'appui le long de la surface du rouleau de travail.
Cette configuration est utilisée lorsque des matériaux dont la surface supérieure est cruciale sont traités : aluminium tendre, acier inox poli d'un seul côté et pré-peint d'un côté, par exemple.
Cette configuration est utilisée lorsque des matériaux dont la surface supérieure et inférieure est cruciale sont traités : aluminium tendre, acier inox poli des deux côtés et pré-peint des deux côtés.
Alors que certaines marques de planeuses répugnent à traiter les matériaux HSLA, les planeuses à rouleaux HSLA de précision B&K ont été spécifiquement conçues pour relever ce défi.
OUI, les planeuses à rouleaux HSLA de précision B&K utilisent une série de rouleaux de planage relativement petits peu espacés qui incorporent des appuis à rouleaux pour éviter la déflexion. Cette disposition permet au matériau d'être travaillé au-delà de la limite d'élasticité pour supprimer les contraintes résiduelles du matériau. Cela donne un matériau plus stable fournissant ainsi des pièces de qualité constante. Les pièces planes restent planes et les pièces rondes restent rondes.
La planeuse correctrice de précision B&K® est équipée d'un écran tactile convivial et possède un manuel de maintenance complet ainsi qu'un manuel de formation pour l'enfilage et un progiciel de diagnostic complet. Tous les besoins de lubrification de la planeuse correctrice de précision sont gérés automatiquement. Un système de graissage automatique pour les roulements et un système d'huilage automatique pour les engrenages et les joints universels sont fournis.
Non, seul un processus en 3 étapes est nécessaire pour accéder facilement aux rouleaux de travail, aux paliers des rouleaux de travail ou aux rouleaux d'appui et les changer.
- Relevez la tête de la planeuse en position ouverte et bloquez les rouleaux supérieurs. Remarque : toutes les planeuses B&K possèdent en standard une tête à grand débattement.
- En faisant pivoter le tableau de commande opérateur on libère le chemin permettant d'accéder facilement aux logements des rouleaux latéraux.
- Retirez les deux boulons et les deux doigts de positionnement pour retirer les logements des rouleaux latéraux.
L'accès aux rouleaux de travail pour leur nettoyage est toujours un problème dans les planeuses correctrices du fait du nombre de rouleaux présents dans la machine. Les planeuses traitent très souvent des matéraux dont le fini est crucial et tout corps étranger sur les rouleaux de travail se transfère rapidement sur le produit fini ce qui produit un nombre de rebuts excessif. B&K, conscient que le temps d'arrêt pour nettoyer les rouleaux et les rebuts reviennent très cher au client, intègre une tête motorisée à grand débattement dans chaque planeuse fabriquée. Cette caractéristique permet à la tête de la planeuse de s'ouvrir mécaniquement et de fournir un écartement de 6" pour accéder rapidement et facilement aux rouleaux et les nettoyer.
 Planeuses de précision pour le 21ième siècle
Planeuses de précision pour le 21ième siècle